SHERARDISING
Invented in the 19th century by Sherard Cowper Cowles, sherardising is an anti-corrosion thermochemical process of diffusion and penetration of zinc into steel.
Sherardising produces an iron-zinc alloy coating by heating the parts (380 to 450°C) in the presence of zinc powder and an inert material.
The process takes place in the solid phase with slow rotation in a closed chamber.
Sherardising is the process of creating a coating by applying a thermochemical zinc diffusion process to the surface of ferrous metal parts (iron, steel, cast iron) when they are heated (400°C) in the presence of zinc powder and an inert material like sand.
The depositing process takes place in the solid phase, with slow rotation in a closed chamber. A chromium VI free passivation is performed after sherarding.
LRD-TS is the only company in France to offer this type of treatment.
Benefits
- Excellent corrosion and abrasion resistance, dark grey colour.
- Uniform and consistent thickness, even in cavities.
- Exceptional adhesion linked to diffusion.
- Impact and scratch resistance. Sacrificial zinc effect.
- Improved superficial hardness (471 HV).
- Resistance to salt spray: 400 hours for class 15 and 800 hours for class 30.
- No hydrogen embrittlement.
- Excellent bonding primer for paints, rubber adhesion promoter.
- Chromium(VI)-free treatment, complying with the requirements of the RoHS directive.

Coating class –
Under Standard NF-EN ISO 17668 | Average Thickness µm | Minimum Thickness µm |
| Class 45 | 50 | 45 |
| Class 30 | 40 | 30 |
| Class 15* | 20 | 15 |
*For class 15 only, standard nuts and bolts may be treated without dimensional changes.
The longevity of a zinc coating in a given environment is proportional to its thickness.
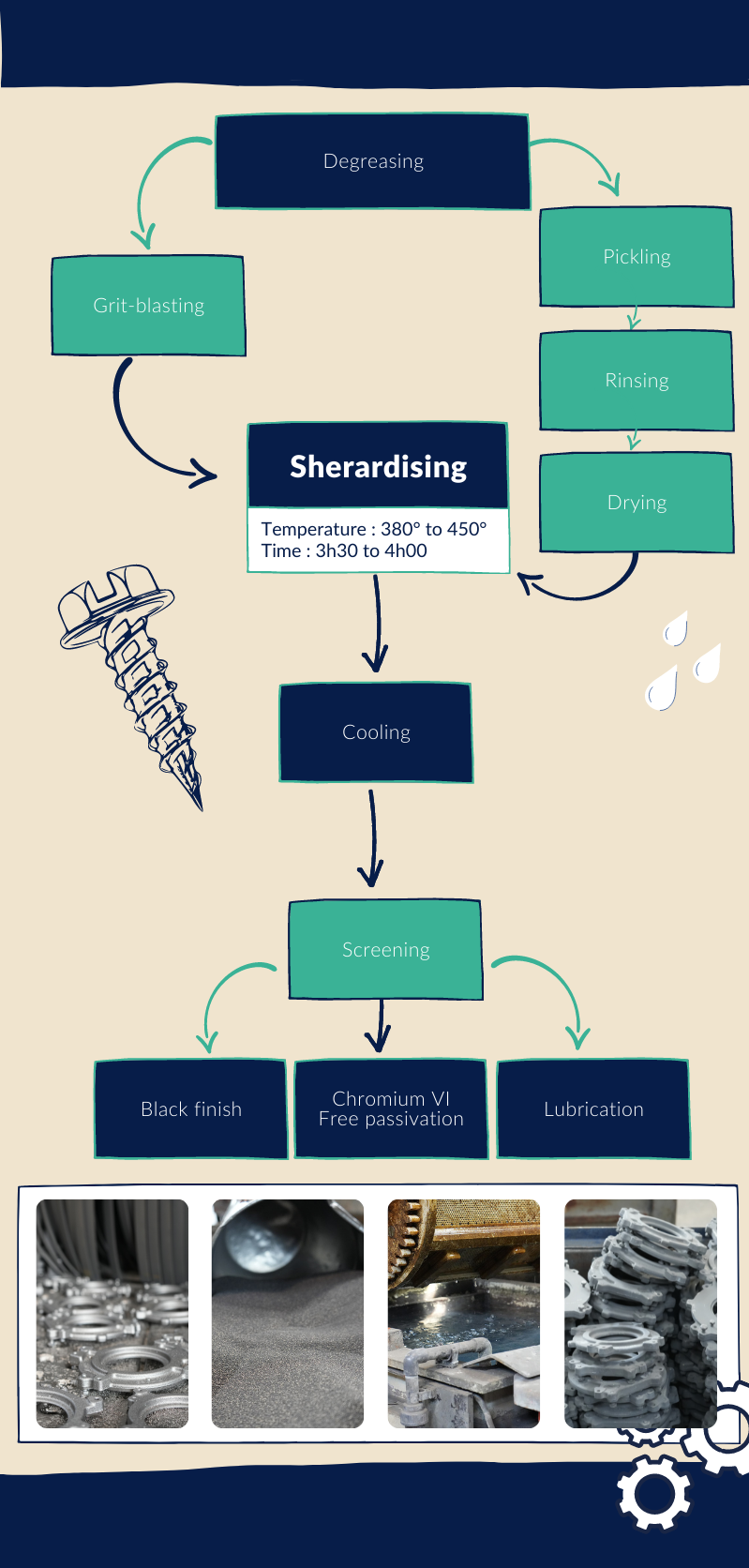
Rappel : Process of sherardization
Applications
Screws, nuts & bolts : Standard and high strength type 10.9-12.9 No point effect, the thickness is identical at the bottom and at the top of the thread, tapping of the nuts after treatment is not necessary. Résistance aux chocs lors du vissage. Absence de fragilisation.
DTU 31.2 – Standard NF P 21-204.
Construction industry : Conservation of mechanical resistance. No risk of flaking due to the good adhesion of the coating.
Railway industry : Washers and flat pieces: Uniformité du revêtement, pas de collage des pièces les unes aux autres lors du traitement.
Automotive industry : Metal dowels: Coating durability, even after assembly.
Nails and nails : No deterioration of the protection by the impact of the hammer. Uniformité du revêtement, pas d’effet de goutte. Particularly suitable treatment due to the dry process.
Adhesion and bonding : Rubber and anti-vibration parts
Anchoring parts : Conservation of the mechanical properties of the parts.
Cast iron fittings : Good adhesion to cast iron.
Sharding is used everywhere where corrosion is intense (Building, railway, automotive…)
 Industrial landscape with high voltage power lines at the sunset
Industrial landscape with high voltage power lines at the sunset
 Offshore oil and gas rig platform with beautiful sky in the gulf of Thailand.
Offshore oil and gas rig platform with beautiful sky in the gulf of Thailand.
 Traffic on the highway
Traffic on the highway
Building and civil engineering, shipbuilding, petrochemicals, offshore, marine and underwater construction, automotive, street furniture… so many industries or sectors of activity that use Sherardized parts.
Adapted to the requirements of tropicalisation, Sherardization is also recommended for hot and humid regions or regions with strong climatic conditions.
Because of the way it is applied and the protection it gives to products, sherarding is particularly suitable for safety parts.
The metallic layers on a sherardized part
Unalloyed carbon steels, HS steels, sintered material, iron and cast iron are well-suited to sherardising. Sherardising forms two layers of iron-zinc alloy, the partly diffused gamma layer, which contains 21-28% iron, and the compact delta layer, which contains 8-10% iron.

FE/ZN alloy delta layer
Zn # 93% | 25 µ env. |
| Gamma layer | 15 µ env. |
| Pure iron or cast iron | |